













A PRÉSELT
PAPÍRPÉP
ELŐKÉSZÍTÉSE

3. Végtermék
A végső lépés a présminta, majd ezt követően a valódi minta elkészítése. A minták az alakzatok ellenőrzésére és ejtési tesztekhez használhatók. A minták már a végtermék anyagából készülnek, a minőségük pedig megegyezik a tömeggyártásba kerülő termékekével.
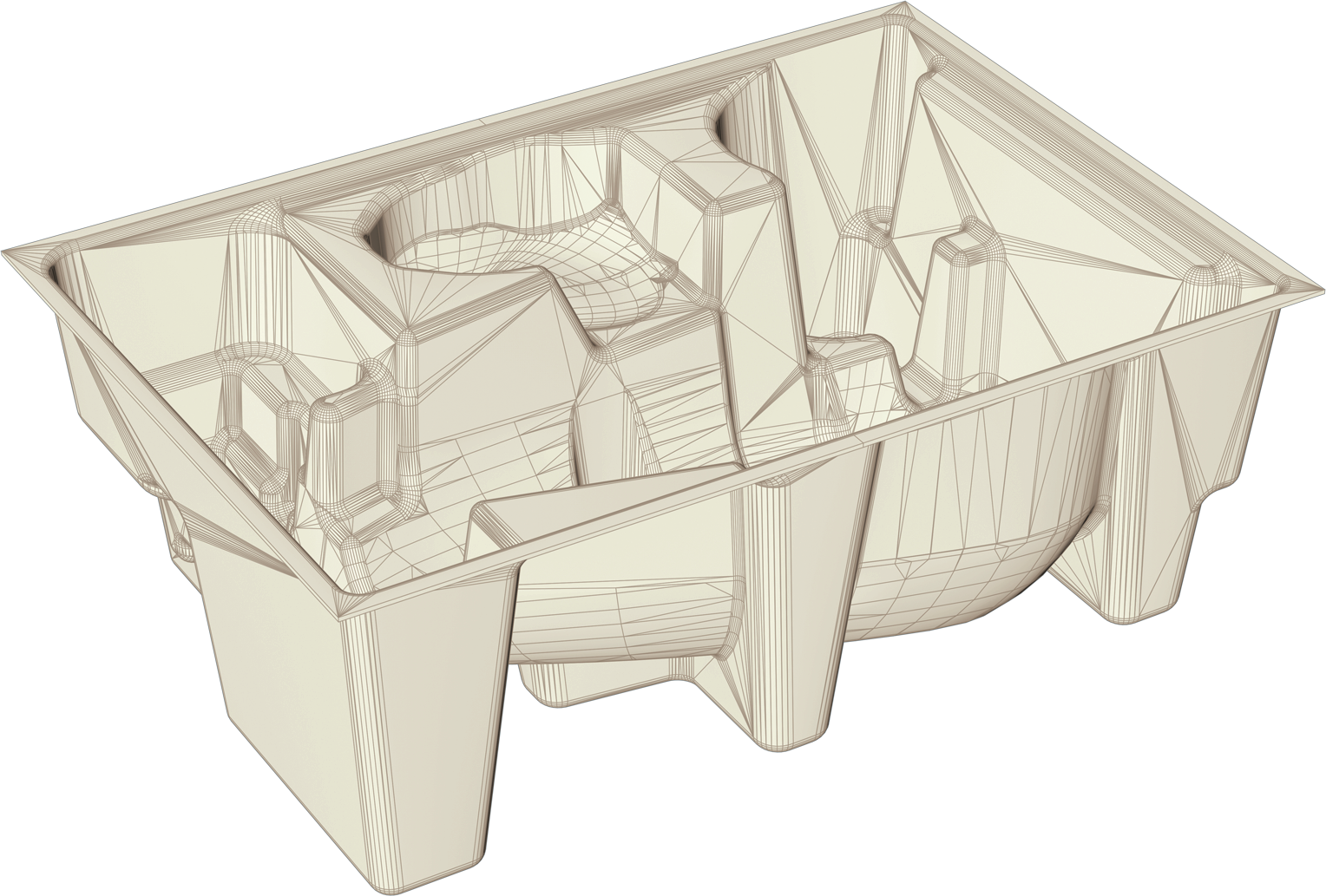
2. 3D-tervezés
A második előkészítő lépés a tálca teljes méretű 3D modelljének létrehozása. A 3D modell elkészítéséhez az ügyfélnek biztosítania kell a termék egy valós modelljét, amit be kell csomagolnunk.
1. Koncepció
Az összes adat megadása után megrajzolásra kerül egy egyszerű vázlat a tálcáról. Ez kezdeti árkalkulációra szolgál, és láthatóvá teszi a csomagolási elvet.
GYÁRTÁS
A PRÉSELT PAPÍRPÉP FELDOLGOZÁSA
HAGYOMÁNYOS GYÁRTÓSOR
Az összegyűjtött papírhulladék (karton, újságpapír) pontosan lemérve bekerül a hidropulperbe. A papírt itt vízzel keverjük, hogy elérje a 7%-os konzisztenciát, majd 15–20 perc rosttalanítás után létrejön a pép, amit ezután átpumpálunk egy kétlépcsős szűrőn. Az első szakaszban eltávolításra kerülnek a nagyobb szennyeződések (kisebb kövek, homok); a második szűrési fokozat a ragasztószalagokat és műanyagokat választja le. A tiszta, 4% konzisztenciájú papírpépet tartályokban tároljuk. A pép utolsó előkészítési fázisa a keverés és a kívánt üzemi paramétereknek megfelelő hígítás. A teljes eljárást számítógép vezérli.
Ezt követően a pépet a gyártósor formázó szakaszához pumpáljuk, ahol alumíniumformákba, majd a szárítósorra kerül. A szárítási eljárás automatikus, a rendszer a nedvességtartalmat, a hőmérsékletet és a szárító levegő mennyiségét is ellenőrzi. A termék szárítási ideje a méretétől és az anyagvastagságtól függően 25 és 35 perc közé esik.
Ha nagyobb felületi pontosság és minőség szükséges, a termékek meleg préselésen is átesnek. A 180°C hőmérséklet és a 20 tonna nyomás rendkívül sima felületet eredményez. A pontos külső méretek elérése érdekében az eljárás utolsó lépése az élek méretre vágása.
HŐFORMÁZÓ SOR
A hőformázással készülő termékekhez csak szűz, mindenféle szennyeződéstől és ragasztótól mentes anyagot használunk. A kiindulási anyagot pontosan lemérve adagoljuk a hidropulperbe. A papírt itt vízzel keverjük, hogy elérje a 7–8%-os konzisztenciát, majd 15–20 perc rosttalanítás után létrejön a pép. A tiszta, 2% konzisztenciájú papírpépet rozsdamentes acél tartályokban tároljuk. A pép utolsó előkészítési fázisa a keverés és a kívánt üzemi paramétereknek megfelelő hígítás. A teljes eljárást számítógép vezérli.
Ezt követően a pépet a gyártósor formázó szakaszához pumpáljuk, ahol alumíniumformákba, majd a présgépekbe kerül. A tálcákra a szárítási folyamat alatt nagy, kb. 15 tonna nyomás nehezedik. A présszerszámok hőmérsékletét a rendszer 150–220 °C értéken tartja. A termék szárítási ideje a méretétől és az anyagvastagságtól függően 60 és 110 perc közé esik.
A pontos külső méretek elérése érdekében az eljárás utolsó lépése az élek méretre vágása.
